
Materi CNC Dasar

A.
Sistem
Koordinat
Mesin CNC adalah mesin yang bekerja dengan gerakan
dasar sesuai dengan arah koordinat kartesian yaitu di sumbu X,Y, dan Z.

Kaidah tangan kanan untuk sistem koordinat kartesian
Lokasi sistem koordinat relatif terhadap mesin
bergantung pada tipe mesin. Arah sumbu mengikuti aturan tiga jari tangan kanan
(sesuai dengan DIN 66217).
Ketika kita berdiri di depan mesin, arah jari
tengah tangan kanan merupakan arah sumbu utama spindle. Berikut kemudian
berlaku: Ibu jari menunjuk ke arah sumbu
X positif, telunjuk menunjuk ke arah
sumbu Y positif, jari tengah menunjuk ke arah sumbu Z positif. Dalam
prakteknya, ini dapat terlihat sangat berbeda pada berbagai jenis mesin.
B.
Metode
pengukuran koordinat
Terdapat dua jenis metode pengukuran koordinat yang dapat menjelaskan pergerakan sumbu mesin
dalam arah sumbu X, Y dan Z. Kedua jenis metode pengukuran koordinat tersebut adalah :
·
metode
pengukuran mutlak ( absolute )
·
metode
pengukuran dengan pertambahan / berantai
( incremental ).
Dalam aplikasinya di mesin kedua metode pengukuran
koordinat tersebut dapat saling dikombinasikan penggunaannya secara bersamaan
sesuai dengan kebutuhan.

a.
Metode
pengukuran mutlak ( absolute )
Pengertian dari metode pengukuran mutlak ( absolute
) adalah metode pengukuran
koordinat yang hanya menggunakan sebuah titik
tetap / sebuah titik referensi. Kemudian titik tetap / titik referensi tersebut
digunakan sebagai acuan atau referensi
untuk pengukuran koordinat tujuan
selanjutnya. Sehingga dalam hal ini terjadi proses menentukan titik tetap / titik nol pada benda kerja hanya satu kali saja ( tidak berulang ). Jadi
setelah proses penetapan sebuah titik
nol pada benda kerja tersebut dilakukan, semua penulisan ukuran koordinat
tujuan selanjutnya dihitung dan diukur
dari titik nol benda kerja yang telah ditentukan sebelumnya.

b.
Metode
pengukuran dengan pertambahan / berantai ( incremental )
Pengertian dari metode pengukuran dengan
pertambahan / berantai (incremental) adalah metode pengukuran koordinat yang
menggunakan koordinat tujuan terakhir yang kemudian digunakan sebagai acuan
atau referensi untuk pengukuran
koordinat tujuan selanjutnya.
Dalam hal ini terjadi proses menentukan titik tetap / titik nol pada benda kerja terjadi berulang kali ( setiap kali berhenti,
koordinat tujuan terakhir tersebut digunakan sebagai acuan atau referensi untuk
pengukuran koordinat tujuan selanjutnya). Sehingga semua penulisan ukuran
koordinat tujuan selanjutnya dihitung
dan diukur dari koordinat titik setiap perhentian terakhir dari setiap
pergerakan yang telah dilakukan. Tanda
pengenal plus ( + ) atau minus ( - ) menjelaskan tentang arah
koordinat :
( +
) bergerak ke kanan atau ke atas
( -
) bergerak ke kiri atau ke bawah

C.
Titik
Referensi
Titik referensi disebut juga titik nol atau Zero Point
adalah titik acuan dalam sebuah
proses pengukuran. Dalam pemrograman mesin CNC, titik referensi dapat dibedakan
menjadi 2 macam :
·
Titik referensi
mesin
·
Titik referensi
benda kerja

a.
Titik
referensi mesin
disebut
juga titik nol mesin (Machine Zero
Point)
Titik referensi mesin adalah titik dimana koordinat
sumbu X, Y dan Z mesin bernilai nol, maka disebut juga titik nol mesin. Titik
ini mempunyai posisi yang tetap, maksudnya posisinya sudah dipersiapkan oleh
pembuat mesin dan tidak dapat diubah oleh operator mesin CNC.
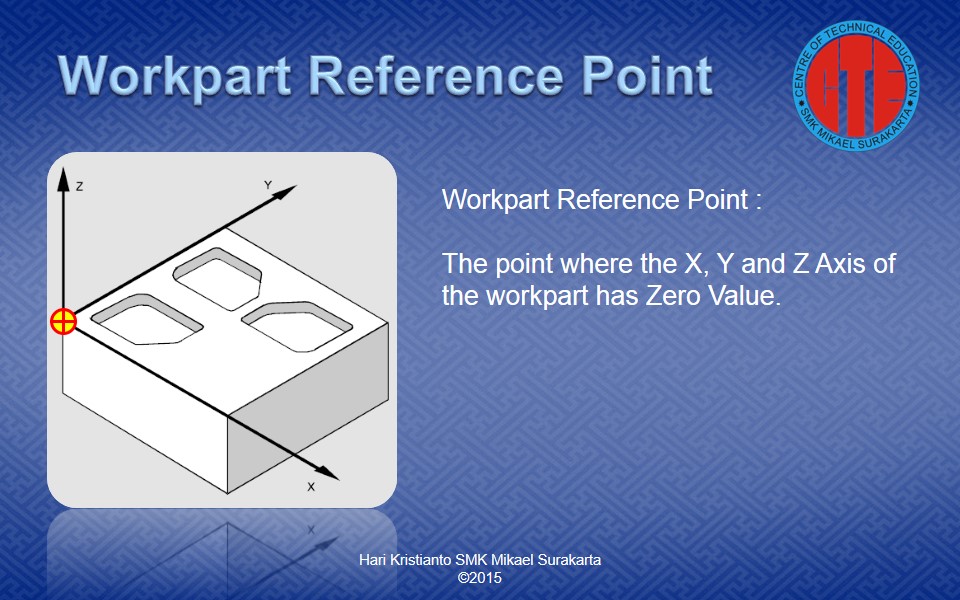
b.
Titik
referensi benda kerja
disebut juga titik
nol (Workpiece Zero Point) Titik referensi benda kerja adalah titik dimana koordinat sumbu X, Y dan Z benda kerja bernilai nol, maka disebut juga titik nol benda kerja. Titik ini mempunyai posisi yang dapat ditentukan sendiri oleh programmer dan operator mesin CNC. Posisi titik referensi benda kerja merupakan posisi titik dengan jarak yang kita tentukan , diukur dari titik referensi mesin.


Hubungan antara Titik Referensi Mesin dan Titik Referensi Benda Kerja
Titik referensi benda kerja adalah hasil offset pengukuran dari titik referensi mesin
D.
Bagian
– bagian Program CNC
Setelah membahas mengenai struktur program CNC,
sekarang kita akan membahas mengenai bagian – bagian program CNC, dilihat dari
jenis instruksi pada program CNC, secara garis besar bagian – bagian program CNC kita bedakan menjadi 2 macam
yaitu : Informasi Geometris dan Informasi Teknologi
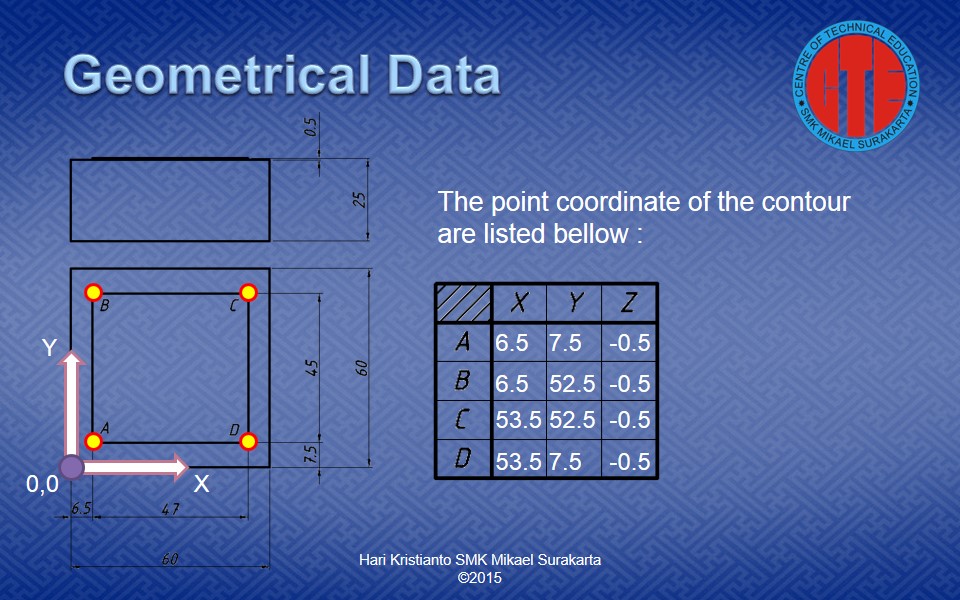
a. Informasi Geometris
Adalah bagian program CNC yang berisi instruksi
untuk menentukan posisi koordinat – koordinat
lintasan atau titik pada sumbu mesin CNC.
Untuk pemrograman kontur, ada 3 jenis informasi
geometris pada lintasan alat potong yaitu :
·
Entry Point : adalah posisi peletakan awal tool sebelum
penyayatan
contoh : G0 X-10 Y-10
·
Tool Path :
adalah titik – titik koordinat yang dilintasi oleh tool.
contoh
: G01 Z-5
G41 X10 dst
·
Exit Point : adalah posisi pembebasan tool setelah
penyayatan
contoh
: G0 X-10 Y-10
Beberapa kode program CNC yang masuk dalam
Informasi Geometris antara lain :
X : Posisi absolut untuk sumbu X
Y : Posisi absolut untuk sumbu Y
Z : Posisi absolut untuk sumbu Z
A : Posisi memutar terhadap sumbu X (rotary
around X)
B : Posisi memutar terhadap sumbu Y (rotary
around Y)
C : Posisi memutar terhadap sumbu Z (rotary
around Z)
U : Posisi relatif terhadap sumbu X
V : Posisi relatif terhadap sumbu Y
W : Posisi relatif terhadap sumbu Z
I : Jarak titik awal dan pusat radius
gerakan melingkar di sumbu X
J : Jarak
titik awal dan pusat radius gerakan melingkar di sumbu Y
K : Jarak
titik awal dan pusat radius gerakan melingkar di sumbu Z
R : Data radius
P : Jumlah perulangan untuk sub program

·
Address / Alamat
Address adalah bagian program CNC yang berupa sebuah huruf dengan arti yang tertentu
contoh : N F S T M G
X Y Z I J K
·
Word / Kata
Word adalah bagian program CNC yang terdiri dari
sebuah huruf dan beberapa angka (alamat dan sebuah bilangan)
contoh : G01 F500 M30 dan lain – lain.
·
Block Program
Block Program adalah penggalan program CNC atau 1
baris program CNC yang mempunyai maksud atau tujuan tertentu yaitu bagian program
CNC yang terdiri dari kumpulan word dan berisi semua informasi untuk
melaksanakan sebuah pengerjaan.
contoh : N05 G01 X-50 F200
b.
Informasi
Tehnologi
Adalah bagian program CNC yang berisi antara lain
tentang masukan – masukan instruksi kepada mesin CNC selain posisi koordinaat
sumbu mesin CNC, misalnya instruksi untuk mengatur kecepatan pemakanan /
feeding dan kecepatan putaran spindle dalam satuan RPM misalnya F300 S800.
Beberapa kode program CNC yang masuk dalam
Informasi Teknologi antara lain :
M : Miscellaneous function
F : Feeding
S : Spindle Speed dalam RPM
N : Nomor
baris program atau line number
T : Pemilihan alat potong atau Tool
D : Cutter diameter/radius offset
H : Tool length offset

C.
Kode
dasar CNC ( ISO )
Prinsip kerja dari pengoperasian mesin CNC
berdasarkan pada pemberian perintah – perintah atau kode – kode yang terdiri
dari dari angka serta huruf yang saling dikombinasikan untuk menghasilkan
gerakan tertentu yang bervariasi,
misalnya gerakan lurus, miring atau melingkar. Perintah atau kode yang terdiri
dari angka dan huruf tersebut sering disebut dengan kode NC ( NC code ) yang berwujud data analog yang kemudian siap dikirim dan
dieksekusi oleh prosesor yang terdapat pada mesin CNC sehingga menghasilkan
pengaturan putaran motor servo pada mesin CNC untuk menggerakan peralatan yang
ada untuk melakukan kegiatan permesinan hingga menghasilkan produk sesuai
dengan program yang dibuat. NC kode tersebut terdiri dari kode G ( G code ) dan
kode M ( M code ) serta didukung oleh kode informasi teknologi yang ada ( F, S,
T, dll ).
1.
Kode
G ( G code )
Bermacam – macam kode G yang sering digunakan dalam
pemrograman mesin CNC adalah sebagai berikut :
G00 :
Gerakan cepat / interpolasi lurus tanpa pemakanan
Maksudnya adalah G00 merupakan perintah supaya
sumbu mesin CNC (baik X, Y maupun Z) untuk melakukan gerakan lurus cepat
(feeding maksimal) sehingga kode G00 lebih tepat digunakan untuk memposisikan alat potong untuk
mendekatkannya ke benda kerja maupun membebaskan alat potong dari benda kerja
setelah selesai proses penyayatan.
Jadi G00 tidak boleh digunakan untuk penyayatan
karena feeding atau kecepatan gerakannya yang sangat tinggi.
G01 : Gerakan / interpolasi lurus
dengan pemakanan diikuti dengan F (
Feeding )
Maksudnya adalah G01 merupakan perintah supaya
sumbu mesin CNC (baik X, Y maupun Z) untuk melakukan gerakan lurus dengan
feeding yang bisa diatur kecepatan gerakannya, sehinnga G01 lebih sesuai
digunakan untuk proses penyayatan.
G02 : Gerakan melingkar searah jarum
jam ( Clockwise = CW )
G03 : Gerakan melingkar berlawanan
arah jarum jam
( Counter Clockwise = CCW )
G41 : Kompensasi alat potong ( tools )
di sebelah kiri kontur
G42 : Kompensasi alat potong ( tools )
di sebelah kanan kontur
G40 :
Membatalkan kompensasi alat potong ( tools ) di sebelah kiri / kanan
Kompensasi alat potong adalah pemindahan acuan
geometris gerakan alat potong, artinya acuan gerakan alat potong dipindahkan
dari titik pusat penampang alat potong menjadi tepi (sisi potong)


Gambar 29
Kompensasi Diameter Alat Potong

Gambar 30
Ilustrasi Kompensasi Diameter Alat Potong
·
G41 umumnya
digunakan untuk penyayatan outside kontur, sedangkan
·
G42 untuk inside
kontur seperti gambar diatas.
Dengan mengaktifkan kompensasi diameter alat
potong, maka program dapat di
aplikasikan untuk diameter cutter yang bervariasi tanpa harus mengubah
koordinat.
G54 – G59 : Titik referensi pada benda kerja

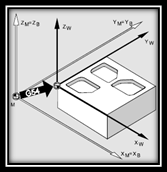
Gambar 31
Titik
referensi pada benda kerja
G90 : Metode pengukuran absolute
G91 : Metode pengukuran inkremental
2.
Kode
M ( M code )
Bermacam – macam kode M yang sering digunakan dalam
pemrograman mesin CNC adalah sebagai berikut :
M03 :
Spindle berputar searah jarum jam ( Clockwise = CW )
M04 :
Spindle berputar berlawanan arah jarum jam ( Counter Clockwise = CCW )
M05 :
Mematikan Spindle
M06 :
Mengganti alat potong ( Automatic Tool
Change )
M07 :
Collant 1 ( angin )
M08 :
Collant 2 ( air )
M09 :
Mematikan collant ( Collant off )
M30 :
Program berakhir ( End of Program )
3.
Kode teknologi
Kode teknologi berikut adalah kode G yang digunakan
untuk menentukan satuan kecepatan gerakan sumbu atau feeding mesin CNC, antara
lain :
·
G94 :
kecepatan gerakan sumbu / feeding dalam mm per menit (mm menit)
Kode G94 pada
umumnya dipakai untuk pemrograman mesin CNC Milling
·
G95 :
kecepatan gerakan sumbu / feeding dalam mm per putaran ( mm / putaran )
Kode G95 pada
umumnya dipakai untuk pemrograman mesin CNC Bubut
·
G96 :
kecepatan gerakan sumbu / feeding dalam mm tiap putaran (mm / putaran) constant
cutting speed, artinya feeding yang di masukkan akan mempengaruhi perubahan
kecepatan putaran spindle S dalam
RPM berdasarkan cutting speed tertentu.
Kode G96 pada
umumnya dipakai untuk pemrograman mesin CNC Bubut

Urutan penulisan program CNC
N10 G00 X-10 Y-10 ....




Sebagai contoh kita gunakan End Mill Cutter diameter 10 maka jarak offsetnya R=5 mm
Menulis Syntax program CNC


Men-simulasikan program CNC dengan software MTS